

|




- 品牌:耀禹
- 貨號(hào):1
- 價(jià)格: ¥200000/臺(tái)
- 發(fā)布日期: 2023-01-19
- 更新日期: 2025-09-12
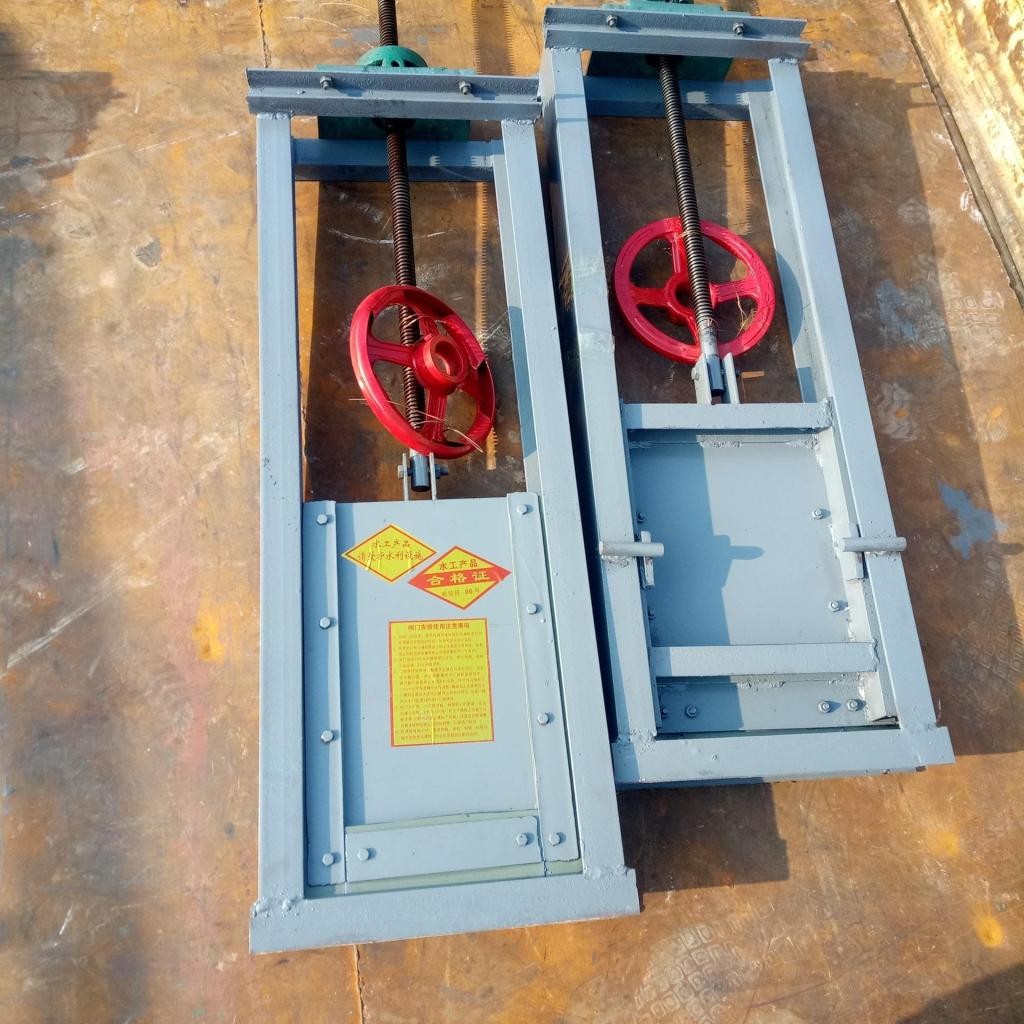
| 外型尺寸 | 10*9.3 |
| 品牌 | 耀禹 |
| 貨號(hào) | 1 |
| 用途 | 河道 |
| 型號(hào) | GZM |
| 制造商 | 耀禹 |
| 是否進(jìn)口 | 否 |


 鋼閘門制造工序
鋼閘門制造工序
1、閘門制作 閘門制造及組裝方案根據(jù)工程技術(shù)文件及圖紙所示
① 施工前,按施工詳圖和技術(shù)規(guī)范要求,編制好制造工序流程
②閘門制造工序流程如圖 放樣 → 劃料 → 面板拼接 → 頂?shù)琢何恢霉潭?nbsp; → 一邊梁固定 → 主梁下翼板腹板固定 → 另一邊梁固定 → 主梁上翼板固定 → B—B剖面縱梁--點(diǎn)焊 → C—C剖面縱梁--點(diǎn)焊 → 次橫梁固定 → 吊座焊接 → 加強(qiáng)
點(diǎn)焊 → 背格對(duì)稱焊接 → 閘門分塊翻身 → 面板及背格全方位焊接
2、閘門制作工序流程
⑴、原材料 ①、按施工圖紙所標(biāo)注的材料型號(hào)、規(guī)格尺寸組織原材料,其機(jī)械性能和化學(xué)成分及其它技術(shù)性能,保證符合現(xiàn)行有關(guān)標(biāo)準(zhǔn)和部頒標(biāo)準(zhǔn),并附有出廠材料質(zhì)量證明文件和合格證, 我公司質(zhì)檢科按圖紙要求對(duì)各種材料進(jìn)行復(fù)查,報(bào)
監(jiān)理工程師驗(yàn)收后方可施工。 ②、對(duì)各種板材及型鋼復(fù)檢合格,進(jìn)行平直矯正預(yù)處理后,堆放整齊依順序及工藝流程領(lǐng)料 放樣和下料。
⑵、門葉放樣下料、矯正 ①、按圖紙結(jié)構(gòu)制作工藝及工序流程,進(jìn)行放樣,放足一、二類焊縫部件周邊刨坡口余量及整體焊接矯正收縮余量,做樣板,然后轉(zhuǎn)下道工序劃線下料。放樣中注意為分塊運(yùn)輸而在閘門寬度方向布設(shè)的兩條縱縫的位置,縱縫所經(jīng)的面板、主梁、次梁等應(yīng)錯(cuò)開,且錯(cuò)開均不小 于20CM。 ②、橫梁翼板、縱梁翼板工字鋼梁、邊梁翼板下料后,矯正平直放翼板與腹板拼裝中心線。 ③、橫梁腹板、邊梁腹板、縱梁腹板、吊點(diǎn)板下料后,矯正平直,轉(zhuǎn)下道工序。 ④、小橫梁型鋼加強(qiáng)筋板等部件下料矯正平直,(按施工圖需要加工的部件進(jìn)行外金加工)。 ⑤、面板及反向翼板下料按拼接工藝進(jìn)行配料,面板拼接縫與其它任何拼裝焊縫,錯(cuò)開不小 于200毫米,放足對(duì)接坡口、對(duì)接后整體角方余量,轉(zhuǎn)下道工序。 ⑥、以上材料件,經(jīng)檢查合格符合圖紙及規(guī)范要求后,轉(zhuǎn)下道工序拼裝。
⑶、門葉拼裝、焊接和矯正 ①、面板及反向翼板拼焊根據(jù)施工圖,依順序進(jìn)行拼接,用手工焊進(jìn)行點(diǎn)焊,然后用水準(zhǔn)儀 進(jìn)行面板操平,檢驗(yàn)合格后施放各梁格拼裝控制線,留足后接方余量。 ②、在面板上將各梁的位置放樣,然后將頂?shù)琢狐c(diǎn)焊在面板上,將另一邊梁的腹板與翼板點(diǎn)焊,將主梁下翼板及腹板點(diǎn)焊固定在面板上與頂、底及一邊梁聯(lián)成一整體,將另一邊梁腹板、 翼板、主梁翼板點(diǎn)焊固定,形成一整體框架,進(jìn)行閘門尺寸矯正,水準(zhǔn)儀操平。 ③、將縱梁、次橫梁依次點(diǎn)焊到面板與大梁框架上。 ④、將各加強(qiáng)板固定操平。 ⑤、所有零件拼裝好后,再進(jìn)行加強(qiáng)點(diǎn)焊,然后用對(duì)稱焊及分段退步焊將大梁背格及所有焊縫進(jìn)行焊接,焊接過程根據(jù)閘門變形情況及時(shí)調(diào)正焊縫位置及焊高,用加熱方法進(jìn)行變形矯 正,然后分塊翻身,將所有未完成焊縫焊接 ⑥、所有部件制作結(jié)束后,對(duì)部件外形幾何尺寸及平直度,焊縫外觀和無損探傷,質(zhì)檢人員 按DL/T5018規(guī)范標(biāo)準(zhǔn)檢查合格,并做好檢測(cè)記錄。 ⑦、焊工持證上崗,嚴(yán)格按照焊縫工藝及規(guī)范進(jìn)行焊接,焊接檢驗(yàn)人員現(xiàn)場(chǎng)跟蹤按工藝規(guī)范檢查,門葉焊縫全部焊好后,由專職檢驗(yàn)人員按規(guī)范對(duì)門葉各類焊縫外觀進(jìn)行檢查和無損探 傷檢查,并滿足DL/T5018規(guī)范標(biāo)準(zhǔn)要求,做好各類焊縫檢測(cè)資料備查。 ⑧、焊接矯平后,裝側(cè)、底止水封壓板,以門葉中心放側(cè)止水螺孔中心線,再以門葉底緣放底止水螺孔中心線,并打上洋沖,用搖臂鉆床或磁鐵鉆鉆孔。質(zhì)檢部門專職檢驗(yàn)人員對(duì)門體結(jié)構(gòu)全面按圖紙及規(guī)范DL/T5018有關(guān)條款要求檢查合格,做好終檢測(cè)資料,方可進(jìn)行防腐工作。